关闭




下载
直线导轨系统
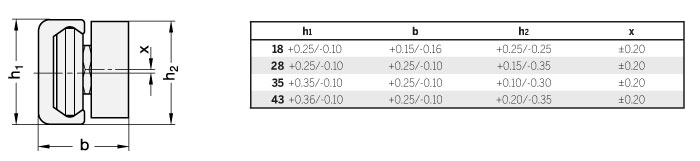
安装后的直线导轨系统的公差
GN 2422 轨道与 GN 2424 组合时,存在下列尺寸/ 公差.
如果将多个轮座装入一条轨道,则各个轮座之间会产生补偿值x,必须将该值加入尺寸 h2.
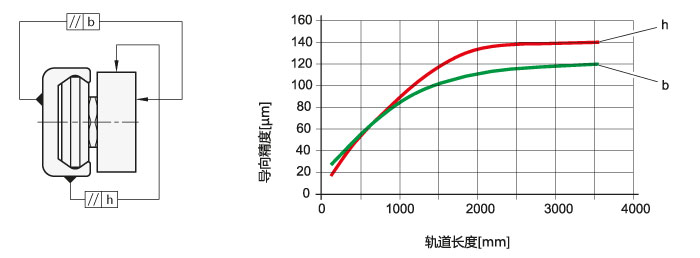
导向精度
直线导轨系统的直线导向精度如图表所示。
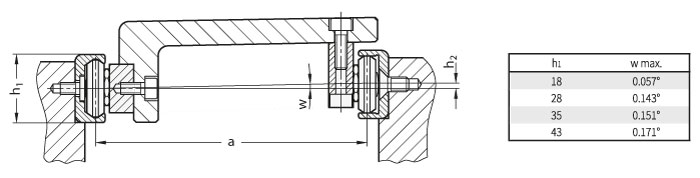
可允许高度补偿
固定支撑和浮动支撑的机制,已确保了在基础建造阶段就可对偏差进行补偿。然而,当采用UV / UT 和 XV / XT 型轨道时,这种偏差不应超过一定限度。下表列出了对于固定和浮动支撑轨道,允许进行高度补偿的最大角度。请注意一旦达到特定值,负载率必须减小30%。
为计算 h2, 应使用下列等式 : h2=axtan w, 使用下表列出的 w 值。
示例: h1 = 43, a = 650 mm, w max. = 0.171° h2 = 650 mm x tan 0,171° = 1,94 mm
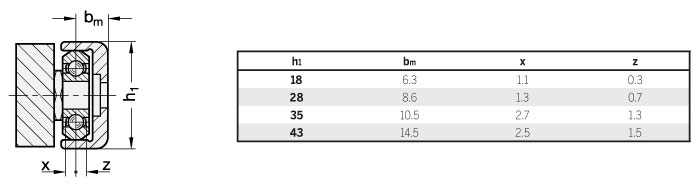
可允许的侧方补偿
可利用固定支撑和浮动支撑轨道,对角度缺陷和安装表面的偏差进行补偿。下表给出的 x 和 z 值为 UT/UV 型轨道内的滚轮和轮座的可允许补偿值。参照值 bm 为滑道的标称中点。
因而在通过轨道全长的过程中,平行偏差与角度错误能够得到补偿,相应补偿值取自x 和z 值之和。
支撑深度
为保证正常地滑动运行,在安装滚轮导轨系统时,必须留意外部尺寸。其中包括支撑轨道和轮座的部件,其支撑深度不应小于a或 b 的深度。从而,来自外部的作用力能够可靠地经由直线导轨系统传导,安装螺钉不会受剪切力影响。
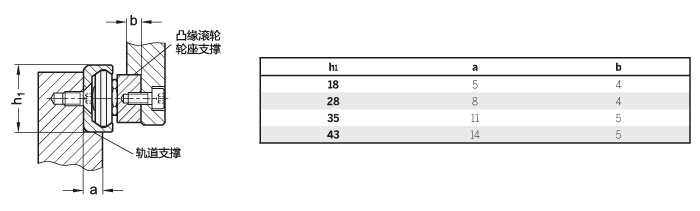
支撑深度
为保证正常地滑动运行,在安装滚轮导轨系统时,必须留意外部尺寸。其中包括支撑轨道和轮座的部件,其支撑深度不应小于a或 b 的深度。
从而,来自外部的作用力能够可靠地经由直线导轨系统传导,安装螺钉不会受剪切力影响。
行进速度
根据应用场合及安装长度,凸缘滚轮导轨系统的最大行进速度为 7m/s。
润滑
当轮座在轨道上安装就位时,建议采用刷子及直线导轨系统专用重载型润滑脂,如:Klüberplex BE 31-222, 略微润滑滑道表面。
定期检查润滑涂层,防止污垢和沾染,例如:金属碎屑残留。
发现可见的污染和明显的润滑涂层脱落时,使用干净的布清洁轨道和滚轮,再涂上新的润滑剂。
通常运行时间满一年,或运行距离超过100km 后,需要涂抹新的润滑剂。
工作温度
滚轮导向系统的元件适用温度范围是: -30 °C 到 130 °C。
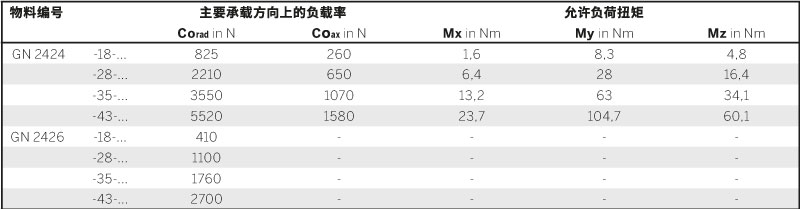
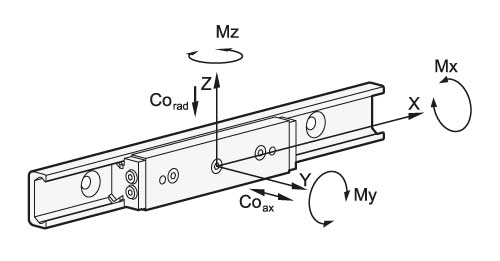
额定负载
选择最具可用性的滚轮导轨系统时,安装空间,所需连接模式,以及承载能力是决定因素。以下给出的值,有助于选择最为适宜的轮座或凸缘滚轮。
承载能力详细数值为不具约束性的参考值,不构成一般意义的质保和用户预期使用场合的保证,对用户选择不承担责任。用户必须根据实际情况选择适合预期用途的产品。环境和老化因素可能会影响标称数值。
直线导轨系统包含GN 2422 滚轮直线导轨和GN 2424 滚轮轮座。 所有元件均单独包装,供货时未装配。起运时,轮座与与轨道 之间的间隙未作预调。
安装时,按如下步骤安装凸缘滚轮轮座:
1. 确保滑道与滚轮的清洁。
2. 略微拧松中间的偏心可调节滚轮的安装螺钉,并将轮座 ( 未提拱滑片时 ) 插入轨道 ( 参见第 4 项和第 6 项)。
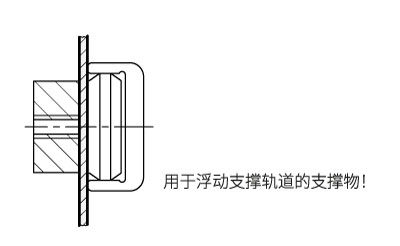
3. 将轮座置于轨道的一端。对于 UT 型和 UV 型浮动支撑轨道,在轮座本体和轨道的末端下方,必须放置一个薄而稳定的支撑物(开口扳手或厚度规),以保证水平滑道内轮座的平行校准。
4. GN 2424.1 开口扳手( 随货提供) 从偏心滚轮和轮座本体之间插入。( 左侧和右侧的定心孔标示出偏心滚轮/ 承载滚轮的滚动侧位置。)
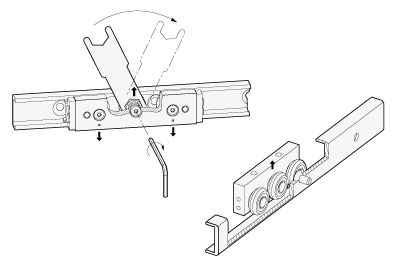
5. 顺时针转动开口扳手,使可调节滚轮压住滑道顶部,从而消除轮座与轨道的间隙。务必防止过度预紧,因为这样会导致摩擦力的增加,减少使用寿命。
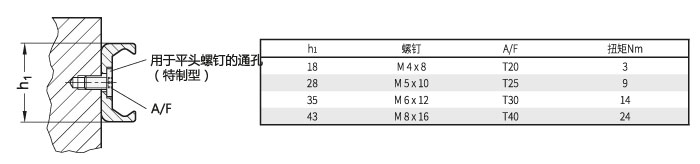
6. 使用开口扳手将支撑轴固定在正确的位置,适度拧紧安装螺钉。随后检查拧紧扭矩是否正确。
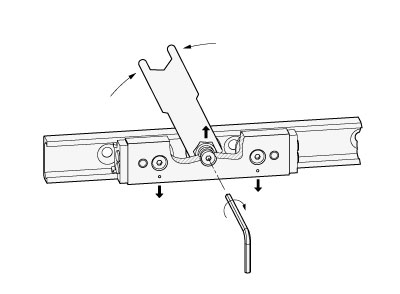
7. 使轮座在轨道内运动,确认其沿轨道全长运行时,间隙与预紧力度保持不变。轮座的运动应该自由顺畅,在轨道内的任何位置均不可出现间隙或阻滞。
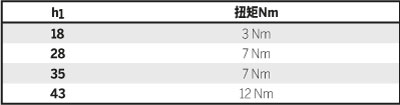
8. 此时用开口扳手将滚轮固定在适当的角度上,并按照表内列出的推荐拧紧扭矩,拧紧安装螺钉。
9. 此时安装滑片,对于N型轮座,则安装纵向密封条。安装时,将轮座从轨道内取出。
10. 重新插入轮座之前,确保使用重载型直线导轨用润滑剂对滑道/滚轮进行适度润滑。
-
塑料材料
- 1.塑料
- 2.金属材料
- 3.其他材料
- 4. 机加工公差
- 5. 固定手柄
- 6.组装塑料零件时采取的措施
- 7.特殊型号
- 8. 颜色
- 9. 试验值
-
10. 技术参数表
- 10.1 换算表
- 10.2 DIN 79 方孔和方轴
- 10.3 DIN 6885 键槽
- 10.4 GN 110 和 GN 110.1横向孔
- 10.5 DIN 13 ISO 公制螺纹
- 10.6 DIN 228 圆柱GAS-BSP螺纹
- 10.7 DIN EN ISO 898-1 | DIN EN 20898-2强度值
- 10.8 DIN ISO 286 ISO-基本公差
- 10.9 IP防护等级
- 10.10.1 PFB | PRB 通过聚酰胺涂层来锁紧螺纹全覆盖聚酰胺涂层
- 10.10.2 MVK (微型胶囊)是一种|b|粘合|bb|型螺纹锁紧涂层(标示为红色)。
- 10.11 不锈钢特性
- 10.12 表面处理
- 10.13 碳钢、锌合金、铝、黄铜的特性
- 10.14.1 热固性塑料、弹性体、高科技聚合体和橡胶的特性
- 10.14.2 热固性塑料、弹性体、高科技聚合体和橡胶的特性
- 10.14.3 热固性塑料、弹性体、高科技聚合体和橡胶的特性
- 10.15 U形手柄载荷
- 10.16金属铰链载荷
- 10.17 分度销的强度
- 10.18 安装套件GN 965和GN 968
- 11. 振动阻尼元件
- HYGIENIC DESIGN 卫生设计
- 操作件
- 紧固旋钮
- 控制元件
- 旋转控制装置
- 分度件
- 接头
- 传动元件
- 水平调整件
- 铰链
- 闩锁
- 铰接夹
- 液压系统附件
- 管夹接头
- 脚轮及滚轮
- 磁体
- 输送机部件
- 直线滑轨
- 减振元件
- 真空元件
- 弹性体弹簧