关闭




下载
5. 固定手柄
用于将手柄牢固地固定在安装轴上的各种类型的连接:
- 带铜质插件的手柄,通过螺纹安装在轴上。
- 带专用高科技聚合体材料自锁衬套 (ELESA Original design) ,用压紧配合安装到利用拉制的标准杆制成的的普通轴上(无螺纹)(ISO公差h9)。这一方案能阻止螺纹由于振动自发地从柄部松脱,也可阻止其受到操作者在操纵手柄时,无意识施加的转动力矩。
- 带模压在塑料上的螺纹,通过螺纹安装到螺纹轴上
当塑料件的螺纹孔由模具成形时,已采取了保持和标准规定的规格有关的X寸偏小的螺 纹措施。在环境温度下拧紧螺纹时,螺母的螺纹能够适当地轻轻咬合在螺钉上,这样,产生有 弹性作用的耦合,这种弹性作用给予有效的锁紧作用,可达到更好的效果。
。甚至可以用热组装,在将螺纹旋入螺纹销前,将手柄加热到80+90°C。这种组装方法最初有助于旋入操作,因为在旋入时,螺母的螺纹膨胀,由于轴的螺纹表面粗糙度稍稍偏大,随后使其在冷却时产生因收缩而产生锁紧作用,且极为有效。
因为弹性耦合对于任何振动或对操作者施加的转动力都不敏感,因此在任何情况下,使用特殊的高科技聚合体材料制造的自锁性轴套(图1)是防止自发性松脱最有效的解决方案。
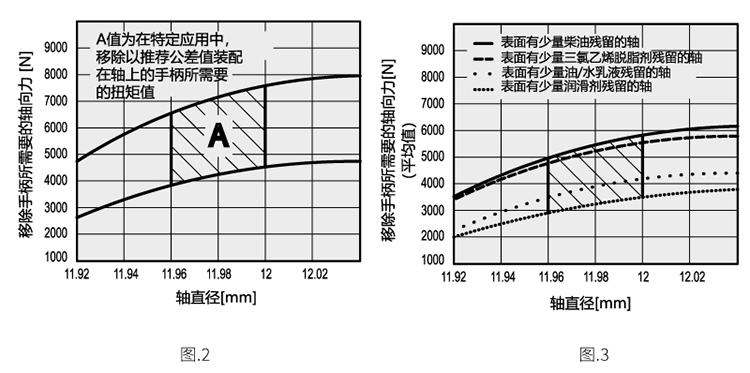
锁紧还能确保手柄在承受其轴向正常拉力时也不会伸出,ELESA+GANTER公司提供了在实验室进行的与此相关的研究和试验结果,这些结果确认了使用专用的高科技聚合体制造的自锁性轴套耦合的技术有效性(图2和图3)。
图2中的以轴的直径变化量(mm)的函数表示出了在轴向传递的力的变化,单位为[N]。轴经 过干燥处理并去除含三氯乙烯的润滑脂。这两条曲线表示了上百次试验的最大值和最小值,试 验手柄为自锁型手柄,带直径为12mm的孔。区域A包含了与商用直径为12mm的轴(公差h9 )有关的数值。
图3中以轴表面面积函数表示出轴向传递的力(平均值)的变化。不难想象,轴表面上润滑油或乳化油的存在减小了手柄的移动力。然而,正如大家已经注意到的,即使在这种不利条件下,在轴上依然存在使手柄滑动松脱所需的可能的轴向力,这种情况要引进大家的注意,并防止其发生。
采用这种手柄,由于无需对轴端部螺纹进行加工,因此可以大大节省开支。采用由特殊高科技聚合体材料制成的自锁性轴套可以进行柔性连接,且手柄自身可以保持其典型热固性材料的表面硬度和耐磨性。
组装指令:将手柄装配在带小倒角的轴端,并尽可能用手推压旋钮。可以用塑料或木制小锤敲击旋钮,直至其牢固卡位。在这种情况下,我们强烈推荐将布或其它合适的柔软材料覆盖在产品上,以避免表面损坏。
-
塑料材料
- 1.塑料
- 2.金属材料
- 3.其他材料
- 4. 机加工公差
- 5. 固定手柄
- 6.组装塑料零件时采取的措施
- 7.特殊型号
- 8. 颜色
- 9. 试验值
-
10. 技术参数表
- 10.1 换算表
- 10.2 DIN 79 方孔和方轴
- 10.3 DIN 6885 键槽
- 10.4 GN 110 和 GN 110.1横向孔
- 10.5 DIN 13 ISO 公制螺纹
- 10.6 DIN 228 圆柱GAS-BSP螺纹
- 10.7 DIN EN ISO 898-1 | DIN EN 20898-2强度值
- 10.8 DIN ISO 286 ISO-基本公差
- 10.9 IP防护等级
- 10.10.1 PFB | PRB 通过聚酰胺涂层来锁紧螺纹全覆盖聚酰胺涂层
- 10.10.2 MVK (微型胶囊)是一种|b|粘合|bb|型螺纹锁紧涂层(标示为红色)。
- 10.11 不锈钢特性
- 10.12 表面处理
- 10.13 碳钢、锌合金、铝、黄铜的特性
- 10.14.1 热固性塑料、弹性体、高科技聚合体和橡胶的特性
- 10.14.2 热固性塑料、弹性体、高科技聚合体和橡胶的特性
- 10.14.3 热固性塑料、弹性体、高科技聚合体和橡胶的特性
- 10.15 U形手柄载荷
- 10.16金属铰链载荷
- 10.17 分度销的强度
- 10.18 安装套件GN 965和GN 968
- 11. 振动阻尼元件
- HYGIENIC DESIGN 卫生设计
- 操作件
- 紧固旋钮
- 控制元件
- 旋转控制装置
- 分度件
- 接头
- 传动元件
- 水平调整件
- 铰链
- 闩锁
- 铰接夹
- 液压系统附件
- 管夹接头
- 脚轮及滚轮
- 磁体
- 输送机部件
- 直线滑轨
- 减振元件
- 真空元件
- 弹性体弹簧