关闭




下载
6.组装塑料零件时采取的措施
塑料是一种导热差的导体,与金属插件的热膨胀系数不同。因此在重新机加工孔时必须采取措施,防止轴毂和轴套过热。实际上,机加工产生的热量不散去,金属部件就会膨胀,并在塑料本体内产生应力,对组装件(热固性塑料)的强度有破坏性的影响。 此外,热塑性塑料(高科技聚合体),温度接近其软化点的温度,可能会造成金属插件松动的风险。
因此,对直径大深度深的孔,当孔和轴套的尺寸出入较大时,有必要采取适当的切割和进给速率措施,使其不产生明显的局部加热和密集冷却。
为了保持最好的表面光泽度,我们建议,一旦加工完成,应清除表面上所有剩余乳化液,以免塑料长时间过湿;如果可以的话,最好采用油冷却。
手柄或把手装配的一般加工工艺要求:
- 中心毂(盲孔)中的轴向孔的再加工
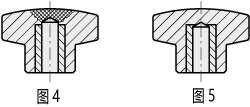
•中心毂(盲孔)中的轴向孔的再加工。在对嵌入式金属的中心毂进行重新加工时,应避免图4所示操作,因为在钻孔操作和嵌插小轴时,塑料覆盖区域可能承受应力,交叉阴影部分有产 生裂纹或分离的风险。图5所示的操作是最合理的。
请注意,在ELESA+GANTER部件中,轴向孔的再加工可以在上述正确条件下进行,内嵌轴套的长度在每个产品的参数表中均已标明。因此,孔的加工深度在加工前就可方便地找到适当的参考。
- 中心毂(通孔)中的轴向孔的再加工
如果钻孔操作不仅影响衬套,而且还影响到覆盖材料层,必须对开孔进行仔细进行中心定位,并从塑料一侧开始钻孔,否则,当移除刀具时,可能会产生碎裂。
- 中心毂沉头螺栓的攻丝
请根据上述说明操作。应避免在金属和塑料件中同时攻丝:最好只在塑料件上钻孔,在金属件上攻丝。
在塑料件上进行钻孔或攻丝的全过程操作并不是常规的做法。须牢记的是,最困难的是消散局部产生的热量。而且,由于塑料会在刀具切割时粘附在其表面,大大恶化了后者的工作状态,因此会导致切削刃的迅速磨损(应使用硬质金属刀具)。
-
塑料材料
- 1.塑料
- 2.金属材料
- 3.其他材料
- 4. 机加工公差
- 5. 固定手柄
- 6.组装塑料零件时采取的措施
- 7.特殊型号
- 8. 颜色
- 9. 试验值
-
10. 技术参数表
- 10.1 换算表
- 10.2 DIN 79 方孔和方轴
- 10.3 DIN 6885 键槽
- 10.4 GN 110 和 GN 110.1横向孔
- 10.5 DIN 13 ISO 公制螺纹
- 10.6 DIN 228 圆柱GAS-BSP螺纹
- 10.7 DIN EN ISO 898-1 | DIN EN 20898-2强度值
- 10.8 DIN ISO 286 ISO-基本公差
- 10.9 IP防护等级
- 10.10.1 PFB | PRB 通过聚酰胺涂层来锁紧螺纹全覆盖聚酰胺涂层
- 10.10.2 MVK (微型胶囊)是一种|b|粘合|bb|型螺纹锁紧涂层(标示为红色)。
- 10.11 不锈钢特性
- 10.12 表面处理
- 10.13 碳钢、锌合金、铝、黄铜的特性
- 10.14.1 热固性塑料、弹性体、高科技聚合体和橡胶的特性
- 10.14.2 热固性塑料、弹性体、高科技聚合体和橡胶的特性
- 10.14.3 热固性塑料、弹性体、高科技聚合体和橡胶的特性
- 10.15 U形手柄载荷
- 10.16金属铰链载荷
- 10.17 分度销的强度
- 10.18 安装套件GN 965和GN 968
- 11. 振动阻尼元件
- HYGIENIC DESIGN 卫生设计
- 操作件
- 紧固旋钮
- 控制元件
- 旋转控制装置
- 分度件
- 接头
- 传动元件
- 水平调整件
- 铰链
- 闩锁
- 铰接夹
- 液压系统附件
- 管夹接头
- 脚轮及滚轮
- 磁体
- 输送机部件
- 直线滑轨
- 减振元件
- 真空元件
- 弹性体弹簧