Schließen




Download
6. EINBAUMASSNAHMEN
Kunststoff ist ein schlechter Wärmeleiter mit einem anderen Wärmeausdehnungskoeffizienten als Metall. Bei einer Nachbearbeitung der Bohrung muss daher das Überhitzen der Naben und Buchsen vermieden werden. Die erzeugte Wärme wird nicht abgeführt, die Metallteile dehnen sich aus und verursachen Spannung im Kunststoffkörper, was sich wiederum nachteilig auf die Festigkeit auswirkt (Duroplast). Bei Thermoplast können zudem Temperaturen nahe ihrem Schmelzpunkt erreicht werden, sodass die Gefahr besteht, dass sich der Metalleinsatz löst.
Die Schnitt- und Verschubgeschwindigkeit muss daher immer so gewählt werden, dass keine lokale Erhitzung entsteht bzw. muss stark gekühlt werden, wenn die Bohrungen, im Verhältnis zur Buchse, einen großen Durchmesser bzw. Tiefe haben.
Um den Oberflächenglanz zu erhalten, wird nach Abschluss der maschinellen Bearbeitung empfohlen, den Kunststoff nicht über längere Zeit hinweg nass zu halten d.h. emulgierter Restwasser von den Oberflächen zu entfernen; wenn möglich, nur Öl verwenden.
Die erforderlichen maschinellen Bearbeitungsverfahren für die Montage der Handräder oder Griffe sind:
- Nachbearbeitung der axialen Bohrung in den Buchsen (Sackloch)
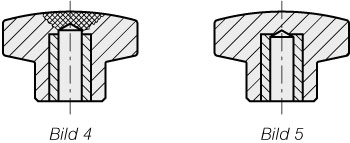
Bei der Nachbearbeitung der Bohrung in einer integrierten Metallbuchse sollte nicht, wie in Bild 4 gezeigt, verfahren werden, da sowohl beim Bohren als auch beim Einsetzen eines Stiftes der Kunststoffbereich belastet werden kann und die Gefahr besteht, dass das schraffiert dargestellte Teil bricht oder sich löst. Die in Bild 5 dargestellte Vorgehensweise ist optimal.
Beachten Sie, dass bei den ELESA-Teilen die Nachbearbeitung der axialen Bohrung unter den oben genannten korrekten Bedingungen durchgeführt werden kann, da die Länge der eingebauten Vorsprünge immer in der Tabelle jedes Artikels angegeben ist, so dass für die Tiefe der Bohrung einfach auf den Grundplan Bezug genommen werden muss.
- Nachbearbeitung der axialen Bohrung in den Buchsen (bei Durchgangsbohrung)
Wird nicht nur die Metallbuchse bearbeitet, sondern auch ein Kunststoffteil durchbohrt, muss das Handrad sorgfältig zentriert und der Bohrvorgang von der Kunststoffseite begonnen werden.
- Quergewinde in der Buchse für einen Gewindestift
Auszuführen gemäß den oben erwähnten Anweisungen. Gewindeschneiden im Kunststoff vermeiden: möglichst nur das Metallteil mit Gewinde versehen.
Bohr- und Gewindeschneiden im Kunststoff sind, wegen der Wärmeentwicklung und dem schnellen Verschleiss der Werkzeuge, zu vermeiden.
-
Allgemeines
-
1. Kunststoffe
- 1.1 Mechanische Festigkeit
- 1.2 Wärmebeständigkeit
- 1.3 Festigkeit und Oberflächenhärte
- 1.4 Chemikalienbeständigkeit
- 1.5 Witterungs- und UV-Strahlenbeständigkeit
- 1.6 Brennverhalten
- 1.7 Elektrische Eigenschaften
- 1.8 Oberflächenbeschaffenheit und Reinigungsfähigkeit
- 1.9 Konformität nach internationalen Normen
- 1.10 Kompetenz der Elesa+Ganter Entwicklung
- 2. Metallwerkstoffe
- 3. Andere Werkstoffe
- 4. Bearbeitungstoleranzen
- 5. Feststehende Griffe
- 6. Einbaumaßnahmen
- 7. Sonderausführungen
- 8. Farben
- 9. Testwerte
-
10. Technische Tabellen
- 10.1 Umrechnungstabellen
- 10.2 DIN 79 Vierkant für Spindeln und Bedienteile
- 10.3 DIN 6885 Keilnuten
- 10.4 GN 110 und GN 110.1 Querbohrungen
- 10.5 DIN 13 metrisches ISO-Feingewinde
- 10.6 DIN 228 Rohrgewinde
- 10.7 DIN EN ISO 898-1 | DIN EN 20898-2 Festigkeitswerte
- 10.8 ISO-Grundtoleranzen DIN ISO 286
- 10.9 IP Schutzarten
- 10.10.1 PFB | PRB Gewindesicherung klemmend mit Polyamid-Fleckbeschichtung/Polyamid-Rundumbeschichtung
- 10.10.2 Bei der Gewindesicherung MVK (Mikroverkapselung) handelt es sich um eine klebende Sicherung (Farbkennzeichnung rot).
- 10.11 Werkstoffeigenschaften von Edelstahl
- 10.12 Oberflächenbehandlungen
- 10.13 Eigenschaften von Stahl, Zink-Druckguss, Aluminium, Messing
- 10.14.1 Eigenschaften von Duroplast, Elastomer, Thermoplast und Naturkautschuk
- 10.14.2 Eigenschaften von Duroplast, Elastomer, Thermoplast und Naturkautschuk
- 10.14.3 Eigenschaften von Duroplast, Elastomer, Thermoplast und Naturkautschuk
- 10.15 Belastbarkeiten von Bügelgriffen
- 10.16 Belastbarkeit von Metallscharnieren
- 10.17 Festigkeitsklassen von Rastbolzen
- 10.18 GN 965 und GN 968 Montagesets
- 11. Gummipuffer
-
1. Kunststoffe
- Hygienic Design
- Handräder
- Bediengriffe
- Einstellelemente, Drehknöpfe
- Stellungsanzeiger
- Rastelemente
- Kreuz-, Gabel- und Winkelgelenke
- Übertragungselemente
- Gelenkfüße
- Scharniere
- Verriegelungen
- Schnellspanner, Kraftspanner, Spannverschlüsse
- Hydraulikelemente
- Rohr- Klemmverbinder, Klemmhalter, Lineareinheiten
- Rollen und Räder
- Haltemagnete
- Förderband Komponenten
- Linearkugellager
- Schwingungsdämpfer
- Vakuumbauteile
- Elastomerfedern