Kapat




Indir
6. MONTAJ ÖNLEMLERİ
Plastik, zayıf bir ısı iletkenidir ve metal eklerinkinden farklı bir termal genleşme katsayısına sahiptir; bu yüzden, deliği yeniden işlerken göbekler ve başlıkların aşırı ısınmasını önlemek için önlemler alınmalıdır; aslında, oluşan ısı dağılmaz ve metal parçalar genleşip plastiğin gövdesi içerisinde montajın dayanımı üzerinde zararlı bir etkisi olan gerilimi oluşturur (Duroplastlar). Ek olarak, termoplastikler (Teknopolimerler) için, metal ekin gevşeme riskiyle birlikte termoplastiklerin yumuşama noktalarına yakın sıcaklıklara ulaşılabilir.
Dolayısıyla, belirgin bölgesel ısınma oluşturmayan kesme ve besleme hızlarının kullanılması ve burcun boyutuna göre büyük çapa ve derinliğe sahip delikler için yoğun şekilde soğutma yapılması gerekmektedir.
Yüzeylerin maksimum parlaklığını korumak için, makine işlemi sona erdiğinde, tüm emülsifiye su kalıntılarının yüzeylerden temizlenerek plastiğin uzun süre ıslak şekilde bırakılmaması tavsiye edilir; mümkünse yalnızca yağ kullanılır.
El çarkları veya topuzların montajı için yaygın şekilde gereken makine işlemleri şunlardır:
- başlıklardaki eksenel deliklerin yeniden işlenmesi (kör delik)
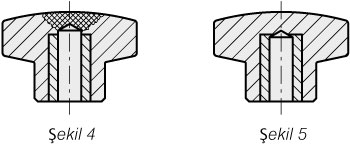
Yerleşik bir metal başlığın deliği yeniden işlenirken, Şekil 4’te gösterilen işlemden her zaman kaçınılmalıdır çünkü hem delme işlemi hem de küçük şaftın takılması sırasında, plastik kaplamanın bir bölgesi strese tabi olabilir ve çapraz gölgeleme ile gösterilen parçanın çatlama veya ayrılma riski doğabilir. Şekil 5’te gösterilen işlem en uygun makul olanıdır.
ELESA+GANTER parçalarında, yerleşik başlıkların uzunluğu her maddeye yönelik tabloda her zaman gösterildiğinden eksenel deliğin yeniden işlenmesi yukarıda belirtilen doğru koşullar altında gerçekleştirilebilir; bu nedenle, deliğin derinliği için temel plana bakılması gerekmektedir.
- başlıklardaki eksenel deliklerin yeniden işlenmesi (içten geçmeli delik)
Eğer delme işlemi yalnızca metal başlığı değil, aynı zamanda kaplama malzemesinin katmanını da etkiliyorsa, el çarkı dikkatlice ortalanmalı ve delme işlemine plastik taraftan başlanmalıdır; aksi durumda alet kaldırıldığında dökülme meydana gelebilir.
- başsız vida başlığında enine diş açma
Yukarıda gösterilen talimatlara uygun olarak gerçekleştirilir. Hem metal hem plastik üzerinde diş açmayın: deliğin plastik tarafa açılması ve dişin yalnızca metal tarafa açılması daha iyi olacaktır.
Tamamen plastik üzerinde gerçekleştirilecek delme veya diş açma işlemleri istisnadır. Bölgesel olarak ve ayrıca plastiğin alet üzerindeki aşındırıcı etkisiyle oluşan ısının dağılma zorluğunun, ikinci sayılanın çalışma koşullarını önemli ölçüde kötüleştirerek kesici kenarların hızla yıpranmasına neden olacağı unutulmamalıdır (sert metal aletler kullanılır).
-
Generals
-
1. Plastİk malzemeler
- 1.1 Mekanik dayanım
- 1.2 Termal dİrenç
- 1.3 Dayanim ve yüzey sertlİğİ
- 1.4 Kİmyasal maddelere dİrenç
- 1.5 Atmosferİk ajanlara ve uv işinlarina dİrenç
- 1.6 Alev dİrencİ
- 1.7 Elektrİk özellİklerİ
- 1.8 Yüzey kaplamasi ve temİzlenebİlİrlİk
- 1.9 Uluslararasi standartlara uygunluk
- 1.10 Elesa+Ganter teknİk departmaninin yeterlİlİğİ
- 2. Metal malzemeler
- 3. Dİğer malzemeler
- 4. Makİne toleransi
- 5. Sabİt kollar
- 6. Montaj önlemlerİ
- 7. Özel uygulamalar
- 8. Renkler
- 9. Test değerlerİ
-
10. Teknİk tablolar
- 10.1 Dönüştürme tabloları
- 10.2 DIN 79 yuvarlak delİkler ve şaftlar
- 10.3 DIN 6885 Kama kanalları
- 10.4 GN 110 ve GN 110.1 Çapraz delikler
- 10.5 DIN 13 ISO Metrik vida dişleri
- 10.6 DIN 228 Silindirik GAS-BSP dişler
- 10.7 DIN EN ISO 898-1 | DIN EN 20898-2 Dayanım değerleri
- 10.8 DIN ISO 286 ISO-Temel toleranslar
- 10.9 IP Koruma sınıfı
- 10.10.1 PFB | PRB Sıkıştırma etkili diş kilidi Poliamid yama kaplama /Poliamid tam kaplama
- 10.10.2 MVK (Mikroenkapsülasyon) yapıştırıcı bir diş kilididir (kırmızıyla gösterilir).
- 10.11 Paslanmaz Çelik özellikleri
- 10.12 Yüzey işlemleri
- 10.13 Karbon çelik, çinko alaşımlar, alüminyum, pirinç özellikleri
- 10.14.1 Duroplast, elastomer, teknopolimer ve kauçuk özellikleri
- 10.14.2 Duroplast, elastomer, teknopolimer ve kauçuk özellikleri
- 10.14.3 Duroplast, elastomer, teknopolimer ve kauçuk özellikleri
- 10.15 U Şeklinde Kolların yük dereceleri
- 10.16 Metal menteşelerin yük dereceleri
- 10.17 İndeksleme pistonlarının dayanımı
- 10.18 GN 965 ve GN 968 Montaj setleri
- 11. Titreşim azaltma parçaları
-
1. Plastİk malzemeler
- Hİjyenİk tasarim
- El Çarkları
- Sıkıştırma topuzları
- Kontrol elemanları
- Konum indikatörleri
- İndeksleme elemanları
- Mafsallar
- İletİm elemanlari
- Dengeleme elemanları
- Menteşeler
- Sürgülü kilitler
- Mafsal kıskaçlar
- Hidrolik sistemler için aksesuarlar
- Bağlantı konnektörleri
- Çarklar ve tekerler
- Mıknatıslar
- Konveyör bileşenleri
- Doğrusal sürgüler
- Titreşim Sönümleyiciler
- Vakum bileşenleri
- Elastomer yaylar