关闭




下载
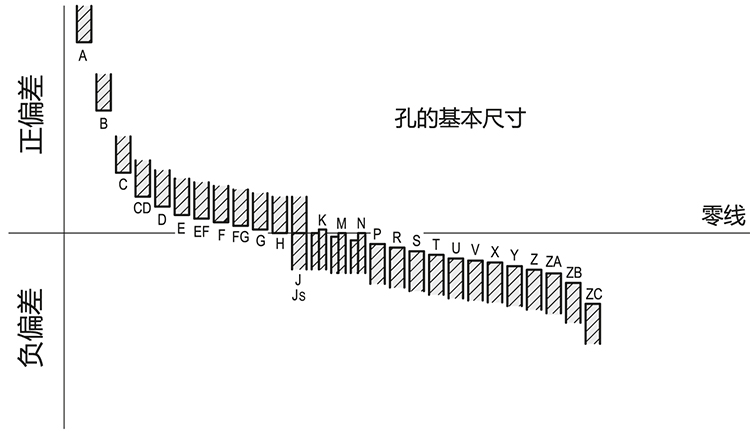
4. 机加工公差
基准公差系统是参考ISO系统一基孔制
金属插件中孔和螺纹的公差
- 捏手和手轮毂的光孔
对大多数常用的型号,有多种标准化的孔可以选用,因此,用户有广泛的选择,而且,节省了组装时重新机加工孔的成本。这些孔的常用等级为H7,但也有不少情况下使用H9等级的。每种 产品的公差等级都已在孔的尺寸列表中注明。某些情况下,为满足范围更宽的组装要求,难以对孔进行标准化。这种情况下,通常可以先钻一个公差精度较低的孔(孔的直径小于组装需要 使用的轴的直径,以便在安装时进一步加工)或者提供轴毂上无孔的产品(未钻孔)。

- 螺纹毂孔和螺栓
对标准螺钉长度的螺纹,其机加工按照ISO公制螺纹(请参见第10章A24页中的列表)标准实行。
- 内置金属螺纹毂孔=公差6H。
- 金属螺栓或旋转手柄的柄部末端=公差6g。
模压塑料获得的孔和螺纹的公差
- 光孔 (用于带通孔的手柄,在销轴上闲置状态时的组装)。
在机加工过程中保持公差可能遇到相当多的困难,最终的结果会受许多因素的影响。轴孔直径的尺寸通常根据公差C11,因此,手柄也可以装配到拉制标准销轴上。如果销轴采用大件圆钢 车削,推荐根据公差hll进行机加工,这样可以得到相应的自由连接。其优点在于加工快捷、 简便和机加工成本低。
- 内螺纹 (用于无金属轴套,旋入并固定在螺纹销轴上)。
一般情况下,该内螺纹保持在偏小尺寸,以便在环境温度下用较小力进行装配。
- 外螺纹 用于带螺纹连接的过滤器通气帽或液位指示器。
在这种情况下,由于与加工工艺和塑料原料型号有关,其可能从外部环境吸收少量水份,尽管组装元件的扣紧从未因此受到实际损害,此处仍需将公差的列入考虑的范围。
-
塑料材料
- 1.塑料
- 2.金属材料
- 3.其他材料
- 4. 机加工公差
- 5. 固定手柄
- 6.组装塑料零件时采取的措施
- 7.特殊型号
- 8. 颜色
- 9. 试验值
-
10. 技术参数表
- 10.1 换算表
- 10.2 DIN 79 方孔和方轴
- 10.3 DIN 6885 键槽
- 10.4 GN 110 和 GN 110.1横向孔
- 10.5 DIN 13 ISO 公制螺纹
- 10.6 DIN 228 圆柱GAS-BSP螺纹
- 10.7 DIN EN ISO 898-1 | DIN EN 20898-2强度值
- 10.8 DIN ISO 286 ISO-基本公差
- 10.9 IP防护等级
- 10.10.1 PFB | PRB 通过聚酰胺涂层来锁紧螺纹全覆盖聚酰胺涂层
- 10.10.2 MVK (微型胶囊)是一种|b|粘合|bb|型螺纹锁紧涂层(标示为红色)。
- 10.11 不锈钢特性
- 10.12 表面处理
- 10.13 碳钢、锌合金、铝、黄铜的特性
- 10.14.1 热固性塑料、弹性体、高科技聚合体和橡胶的特性
- 10.14.2 热固性塑料、弹性体、高科技聚合体和橡胶的特性
- 10.14.3 热固性塑料、弹性体、高科技聚合体和橡胶的特性
- 10.15 U形手柄载荷
- 10.16金属铰链载荷
- 10.17 分度销的强度
- 10.18 安装套件GN 965和GN 968
- 11. 振动阻尼元件
- HYGIENIC DESIGN 卫生设计
- 操作件
- 紧固旋钮
- 控制元件
- 旋转控制装置
- 分度件
- 接头
- 传动元件
- 水平调整件
- 铰链
- 闩锁
- 铰接夹
- 液压系统附件
- 管夹接头
- 脚轮及滚轮
- 磁体
- 输送机部件
- 直线滑轨
- 减振元件
- 真空元件
- 弹性体弹簧