Закрыть




Скачать
Линейные направляющие
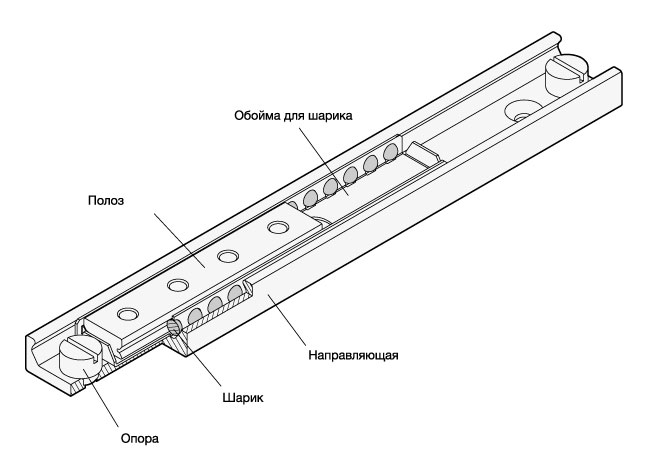
Каждая линейная направляющая состоит из внешнего рельса и движущейся внутри него каретки. Между рельсом и кареткой расположены подшипники скольжения, удерживаемые на месте сепараторами.
Рельсы и каретки изготавливаются из термообработанной стали, что позволяет использовать их в промышленных условиях с высокими требованиями по нагрузкам, уровню шума и рабочему ресурсу.
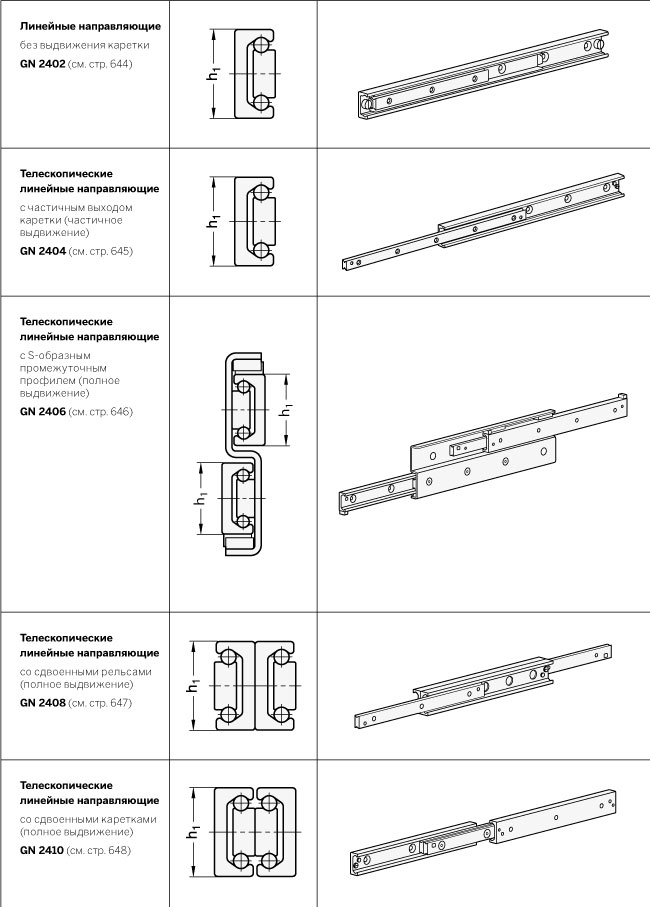
Все модели поставляются с номинальными размерами рельсов h1 = 28, 35 и 43 мм, по отдельным заказам поставляются рельсы нестандартной длины от 130 до 1970 мм.
Как правило, линейные направляющие регулируются таким образом, чтобы при предварительном умеренном нагружении рельсы и каретка совмещались без зазоров. Дорожки качения кареток и рельсов проходят индукционную закалку, что в сочетании с подшипниками качения приводит к снижению износа и увеличению срока службы. На линейные направляющие наносится перманентная высококачественная смазка, специально предназначенная для подобных систем.
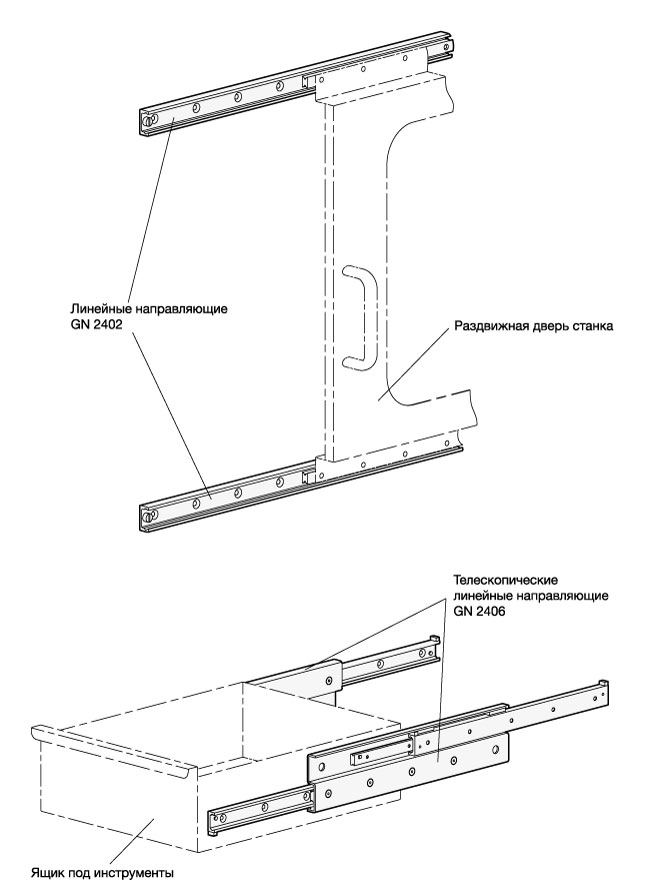
Для разных эксплуатационных требований изготавливаются направляющие различных типов. Например, каретки могут двигаться только внутри рельсов, выезжать из них частично либо полностью. Полностью выдвижные телескопические линейные направляющие представляют собой рельсы с движущимися внутри каретками. Каретки могут двигаться непосредственно внутри рельсов либо в промежуточных профилях.
Для установки направляющих в рельсах выполнены раззенкованные отверстия, а в каретках – раззенкованные либо потайные, в зависимости от типа. Компактные конструкции имеют преимущества при установке в ограниченных пространствах.
-
Общие технические данные
-
1. Пластиковые материалы
- 1.1 Механическая прочность
- 1.2 Термическое сопротивление
- 1.3 Прочность и жесткость
- 1.4 Устойчивость к химическим агентам
- 1.5 Устойчивость атмосферных агентов и ультрафиолетов
- 1.6 Устойчивость к возгаранию
- 1.7 Электрические свойства
- 1.8 поверхность и очищающая поверхность
- 1.9 Соблюдение международных стандартов
- 1.10 Компетенция технологического отделения elesa+ganter
- 2. металические материалы
- 3. Другие материалы
- 4. Допуски на механическую обработку
- 5. Фиксированные ручки
- 6. Монтажные меры
- 7. Специальные исполнения
- 8. Цвета
- 9. Значения после тестирования
-
10. Технические таблицы
- 10.1 Таблица перевода единиц
- 10.2 DIN 79 квадратные отверстия и валы
- 10.3 DIN 6885 Пазы шпоночные
- 10.4 Поперечные отверстия GN 110 и GN 110.1
- 10.5 Резьба ISO метрическая – DIN 13
- 10.6 Стандартная БРИТАНСКАЯ ТРУБНАЯ ЦИЛИНДРИЧЕСКАЯ РЕЗЬБА GAS-BSP – DIN 228
- 10.7 DIN EN ISO 898-1 | DIN EN 20898-2 Значения прочности
- 10.8 ISO Основные допуски DIN ISO 286
- 10.9 Классы защиты IP
- 10.10.1 PFB | PRB Фиксатор резьбовых соединений с эффектом затяжки Покрытие на полиамидной основе/Полное полиамидное покрытие
- 10.10.2 MVK (микрокапсулирование) – это клей-фиксатор резьбовых соединений (обозначен красным цветом).
- 10.11 Характеристики нержавеющей стали
- 10.12 Обработка поверхности
- 10.13 Характеристики углеродистых сталей, цинковых сплавов, алюминия и латуни
- 10.14.1 Характеристики материала дюропласт, эластомера, технополимера и резины
- 10.14.2 Характеристики материала дюропласт, эластомера, технополимера и резины
- 10.14.3 Характеристики материала дюропласт, эластомера, технополимера и резины
- 10.15 Рабочая нагрузка П-образных ручек
- 10.16 Рабочая нагрузка металлических петель
- 10.17 Прочность стопорных штифтов
- 10.18 Сборочные комплекты GN 965 и GN 968
- 11. Виброгасители
-
1. Пластиковые материалы
- гигиеническое исполнение
- Элементы управления
- Ручки зажимные
- Элементы узлов управления
- Счетчики оборотов
- Фиксирующие элементы
- Соединительные элементы
- Элементы передачи
- Регулируемые опоры
- Петли
- Замки
- Прижимы и зажимы
- Аксессуары для гидравлики
- Зажимы для труб
- Ролики и колёса
- Магниты фиксирующие
- Конвейерные компоненты
- Линейные направляющие
- Виброзащитные опоры
- Вакуумные компоненты
- Пружины из эластомера