Закрыть




Скачать
2.2. ЗАЖИМНЫЕ РУЧКИ С РЕЗЬБОЙ ВСТАВКИ (ТИПЫ СБОРКИ)
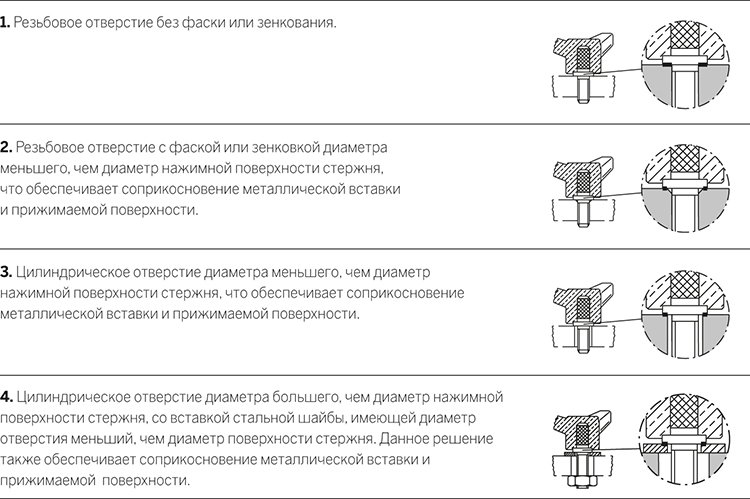
Типы сборки, которые создают оптимальные условия зажима
Пластмассовое основание на зажимной ручке никогда не должно опираться на зажимную поверхность. Таким образом, металлические вставки (резьбовой штифт или защёлкивающийся выступ) никогда не подвергаются аномальному скручиванию (эффект «штопора») при приложении осевого растягивающего усилия. Таким образом, закрепление металлической вставки на пластмассовом материале подкрепляется правильным образом, т.е. прикладывается только к крутящему моменту, приложенному к ручке для его затягивания.
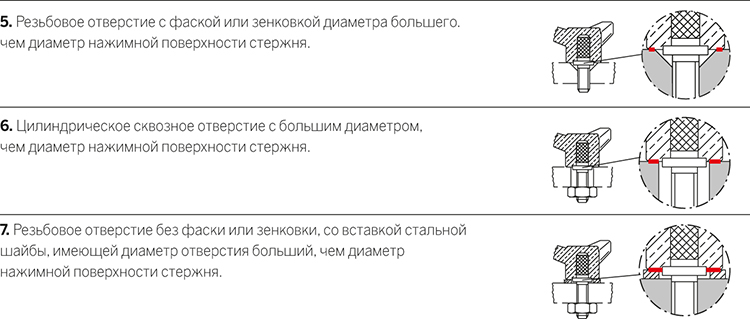
Неправильные типы сборки
Когда пластмассовое основание зажимной ручки опирается непосредственно на зажимную поверхность, резьбовой штифт или резьбовой выступ также подвергаются осевой нагрузке (эффект «штопора»), что может поставить под угрозу его закрепление на пластмассовом материале. Значения этой силы всегда выше с широким запасом прочности, чем те, которые могут быть применены обычными операциями, выполняемыми вручную, но дизайнеры, которые хотят учитывать случаи неправильного использования, должны избегать ситуаций, описанных в случаях 5-6 -7.
-
Общие технические данные
-
1. Пластиковые материалы
- 1.1 Механическая прочность
- 1.2 Термическое сопротивление
- 1.3 Прочность и жесткость
- 1.4 Устойчивость к химическим агентам
- 1.5 Устойчивость атмосферных агентов и ультрафиолетов
- 1.6 Устойчивость к возгаранию
- 1.7 Электрические свойства
- 1.8 поверхность и очищающая поверхность
- 1.9 Соблюдение международных стандартов
- 1.10 Компетенция технологического отделения elesa+ganter
- 2. металические материалы
- 3. Другие материалы
- 4. Допуски на механическую обработку
- 5. Фиксированные ручки
- 6. Монтажные меры
- 7. Специальные исполнения
- 8. Цвета
- 9. Значения после тестирования
-
10. Технические таблицы
- 10.1 Таблица перевода единиц
- 10.2 DIN 79 квадратные отверстия и валы
- 10.3 DIN 6885 Пазы шпоночные
- 10.4 Поперечные отверстия GN 110 и GN 110.1
- 10.5 Резьба ISO метрическая – DIN 13
- 10.6 Стандартная БРИТАНСКАЯ ТРУБНАЯ ЦИЛИНДРИЧЕСКАЯ РЕЗЬБА GAS-BSP – DIN 228
- 10.7 DIN EN ISO 898-1 | DIN EN 20898-2 Значения прочности
- 10.8 ISO Основные допуски DIN ISO 286
- 10.9 Классы защиты IP
- 10.10.1 PFB | PRB Фиксатор резьбовых соединений с эффектом затяжки Покрытие на полиамидной основе/Полное полиамидное покрытие
- 10.10.2 MVK (микрокапсулирование) – это клей-фиксатор резьбовых соединений (обозначен красным цветом).
- 10.11 Характеристики нержавеющей стали
- 10.12 Обработка поверхности
- 10.13 Характеристики углеродистых сталей, цинковых сплавов, алюминия и латуни
- 10.14.1 Характеристики материала дюропласт, эластомера, технополимера и резины
- 10.14.2 Характеристики материала дюропласт, эластомера, технополимера и резины
- 10.14.3 Характеристики материала дюропласт, эластомера, технополимера и резины
- 10.15 Рабочая нагрузка П-образных ручек
- 10.16 Рабочая нагрузка металлических петель
- 10.17 Прочность стопорных штифтов
- 10.18 Сборочные комплекты GN 965 и GN 968
- 11. Виброгасители
-
1. Пластиковые материалы
- гигиеническое исполнение
- Элементы управления
- Ручки зажимные
- Элементы узлов управления
- Счетчики оборотов
- Фиксирующие элементы
- Соединительные элементы
- Элементы передачи
- Регулируемые опоры
- Петли
- Замки
- Прижимы и зажимы
- Аксессуары для гидравлики
- Зажимы для труб
- Ролики и колёса
- Магниты фиксирующие
- Конвейерные компоненты
- Линейные направляющие
- Виброзащитные опоры
- Вакуумные компоненты
- Пружины из эластомера