Закрыть




Скачать
3.1 Соединение
Технополимерные элементы передачи можно соединять и с технополимерными, и с металлическими зубчатыми колесами. В случае соединения с металлическими колесами, более высокая теплопроводность металла обеспечивает более быстрое рассеивание тепла, накопленного во время работы. В случае металлополимерных передач лучшим вариантом является использование металлической шестерни и технополимерного зубчатого колеса, поскольку степень износа технополимерных зубчатых колес ниже.
3.2 Рабочее расстояние
Рабочее расстояние I – это расстояние между центрами валов, на которые установлены зубчатые колеса. Значение расстояния определяется по следующей формуле:
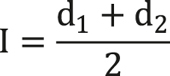
где параметры d1 и d2 являются диаметрами делительной окружности зубчатых колес.
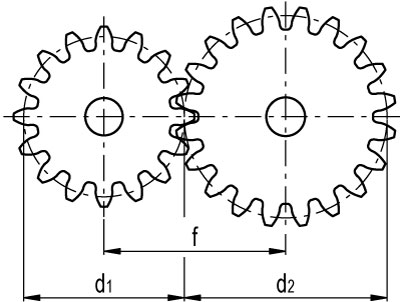
Для эффективного зацепления двух зубчатых колес необходимо обеспечить положительный зазор: эффективное расстояние (f) между центрами двух валов, на которые установлены зубчатые колеса, должно слегка превышать рабочее расстояние (I).
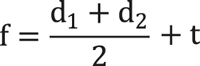
Для обеспечения оптимального зацепления двух зубчатых колес необходимо иметь положительный зазор между центрами двух валов: эффективное расстояние между двумя центрами валов, на которые установлены зубчатые колеса, немного длиннее, чем рабочее расстояние l. Зацепление без зазора или с отрицательным зазором приведет к усилению трения между зубьями, тем самым увеличивая диапазон рабочих температур и уменьшая сопротивление износу и напряжению. Во избежание таких проблем для зубчатых передач ELESA рекомендуются следующие допуски:
- (+0,03 +0,1) для модулей 0,5 – 1,0 – 1,5
- (+0,08 +0,3) для больших модулей
3.3 Смазка
Одним из главных преимуществ армополимерных зубчатых передач является возможность их использования без смазочного масла благодаря естественным свойствам полимеров. Однако смазку рекомендуется применять по мере возможности, чтобы уменьшить трение и износ, тем самым увеличивая срок службы изделия. Для зубчатых колес Elesa рекомендуется использовать смазки на основе литиевого мыла и синтетического масла. При одинаковых условиях эксплуатации, оборотах в минуту и крутящем моменте использование смазочных материалов значительно увеличивает срок службы зубчатых передач по сравнению с их работой всухую.
On equal use conditions, revolutions per minute and torque, the use of lubricants considerably increases the service life of the gears if compared with their operating in dry conditions.
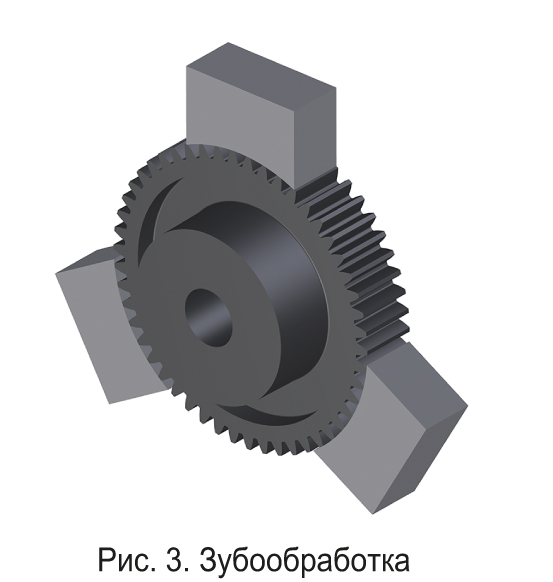
3.4 Механическая обработка
Для правильной работы технополимерных зубчатых передач необходимо выполнить механическую обработку, установив зажимы на зубья, как показано на рисунке 3. Диаметр зажимов должен регулироваться относительно венца зубчатого колеса.
3.5 Материалы
Прямозубые и реечные передачи ELESA изготовлены из армированного стекловолокном полимера на основе полиамида. Основные механические характеристики этого типа материала следующие:
- высокое сопротивление скручиванию и прочность на растяжение (приблизительно в три раза выше, чем у ацетальной смолы);
- хорошая устойчивость к высоким температурам;
- низкий коэффициент трения, особенно по сравнению со сталью. Соответственно, технополимерные зубчатые передачи могут использоваться даже в случае, когда смазка запрещена;
- низкий удельный вес, меньший вес по сравнению с металлическими зубчатыми передачами;
- высокая стабильность размеров, высокая износостойкость, химическая стойкость и сопротивление скручиванию.