Закрыть




Скачать
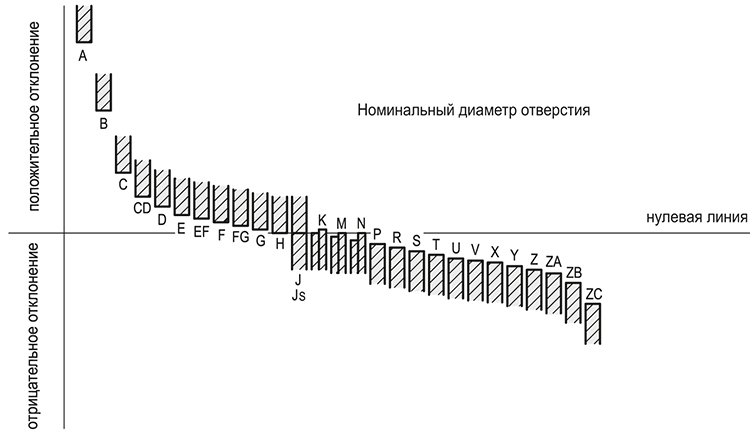
4. ДОПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Система эталонного допуска: система ISO - базовое отверстие
ДОПУСКИ МЕТАЛЛИЧЕСКИХ СТАВОК
- Простые отверстия во втулках и во втулках маховика под ручку
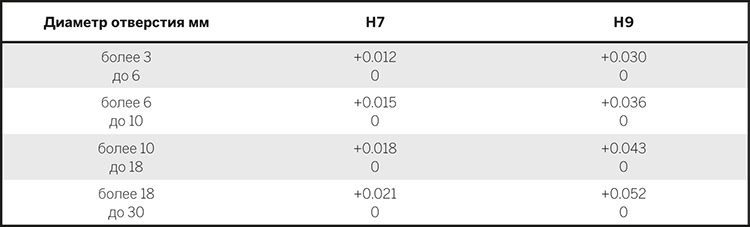
Для наиболее широко используемых моделей существуют различные типы стандартизованных отверстий, поэтому пользователь имеет широкий выбор и экономит дорогостоящую задачу по удалению отверстия на сборке. Допуск этих отверстий обычно соответствует классу H7, но в некоторых случаях он относится к классу H9. Степень допуска всегда указывается в таблицах каждого изделия в столбце размера отверстия. Для случаев, когда сложнее предложить стандартизацию отверстий, удовлетворяющих самому широкому диапазону потребностей в сборке, либо предварительно просверленное отверстие с простым допуском черновой обработки (отверстие с меньшим диаметром, чем диаметр вала, на котором он находится как ожидается, будет собран) или концентратор без отверстия (не просверленный).
- Резьбовые отверстия в бочках и резьбе шпилек
Обработка в соответствии с метрическими резьбами ISO для нормальной длины завинчивания (см. таблицу в главе 10, стр. A24).
- Металлическая втулка для отверстий = допуск 6H.
- Металлические шпильки или концы хвостовика для вращающихся ручек = допуск 6 г.
ДОПУСКИ ОТВЕРСТИЙ И РЕЗЬБОВ В ПЛАСТИКОВОМ МАТЕРИАЛЕ
- Простые отверстия (для ручек с сквозным отверстием для сборки в холостом состоянии на штифтах).
Несмотря на значительные трудности, возникающие при поддержании допусков в процессе механической обработки, в которых на конечный результат влияют многочисленные факторы, размер диаметра осевого отверстия обычно соблюдается с допуском C11. Поэтому ручки могут быть также собраны на штифтах, выполненных из нормальных вытянутых деталей. Если штифт получен путем поворота от стержня большего диаметра, рекомендуется обрабатывать процесс с допуском h11, так как это дает подходящую свободное соединение, с преимуществом быстрой, простой и недорогой обработки.
- Внутренние резьбы (Для ручек без металлической втулки для ввинчивания и закрепления на резьбовых штифтах).
Обычно они поддерживаются на низком уровне, так что сборка слегка форсируется при температуре окружающей среды.
- Наружная резьба (для крышек сапуна наполнителя или индикаторов уровня с резьбовым соединителем).
В этом случае по причинам, связанным с технологией процесса и типом пластика, который может поглощать небольшое количество влаги из внешней среды, допуски должны интерпретироваться с учетом этого, хотя затягивание собранного компонента никогда не подвергается опасности в практике.
-
Общие технические данные
-
1. Пластиковые материалы
- 1.1 Механическая прочность
- 1.2 Термическое сопротивление
- 1.3 Прочность и жесткость
- 1.4 Устойчивость к химическим агентам
- 1.5 Устойчивость атмосферных агентов и ультрафиолетов
- 1.6 Устойчивость к возгаранию
- 1.7 Электрические свойства
- 1.8 поверхность и очищающая поверхность
- 1.9 Соблюдение международных стандартов
- 1.10 Компетенция технологического отделения elesa+ganter
- 2. металические материалы
- 3. Другие материалы
- 4. Допуски на механическую обработку
- 5. Фиксированные ручки
- 6. Монтажные меры
- 7. Специальные исполнения
- 8. Цвета
- 9. Значения после тестирования
-
10. Технические таблицы
- 10.1 Таблица перевода единиц
- 10.2 DIN 79 квадратные отверстия и валы
- 10.3 DIN 6885 Пазы шпоночные
- 10.4 Поперечные отверстия GN 110 и GN 110.1
- 10.5 Резьба ISO метрическая – DIN 13
- 10.6 Стандартная БРИТАНСКАЯ ТРУБНАЯ ЦИЛИНДРИЧЕСКАЯ РЕЗЬБА GAS-BSP – DIN 228
- 10.7 DIN EN ISO 898-1 | DIN EN 20898-2 Значения прочности
- 10.8 ISO Основные допуски DIN ISO 286
- 10.9 Классы защиты IP
- 10.10.1 PFB | PRB Фиксатор резьбовых соединений с эффектом затяжки Покрытие на полиамидной основе/Полное полиамидное покрытие
- 10.10.2 MVK (микрокапсулирование) – это клей-фиксатор резьбовых соединений (обозначен красным цветом).
- 10.11 Характеристики нержавеющей стали
- 10.12 Обработка поверхности
- 10.13 Характеристики углеродистых сталей, цинковых сплавов, алюминия и латуни
- 10.14.1 Характеристики материала дюропласт, эластомера, технополимера и резины
- 10.14.2 Характеристики материала дюропласт, эластомера, технополимера и резины
- 10.14.3 Характеристики материала дюропласт, эластомера, технополимера и резины
- 10.15 Рабочая нагрузка П-образных ручек
- 10.16 Рабочая нагрузка металлических петель
- 10.17 Прочность стопорных штифтов
- 10.18 Сборочные комплекты GN 965 и GN 968
- 11. Виброгасители
-
1. Пластиковые материалы
- гигиеническое исполнение
- Элементы управления
- Ручки зажимные
- Элементы узлов управления
- Счетчики оборотов
- Фиксирующие элементы
- Соединительные элементы
- Элементы передачи
- Регулируемые опоры
- Петли
- Замки
- Прижимы и зажимы
- Аксессуары для гидравлики
- Зажимы для труб
- Ролики и колёса
- Магниты фиксирующие
- Конвейерные компоненты
- Линейные направляющие
- Виброзащитные опоры
- Вакуумные компоненты
- Пружины из эластомера