Закрыть




Скачать
6. МОНТАЖНЫЕ МЕРЫ
Пластик является плохим проводником тепла и имеет другой коэффициент теплового расширения от коэффициента металлических вставок, поэтому необходимо принять меры, в то же время переустановить отверстие, чтобы предотвратить перегрев ступиц и втулок: на самом деле выделяемое тепло не рассеивается и Металлические детали расширяются и создают напряжение внутри корпуса пластика, что оказывает разрушающее воздействие на прочность сборки (Duroplasts). Кроме того, для термопластов (технополимеров) температура, близкая к их точке размягчения, может быть достигнута с риском выхода металлической вставки.
Поэтому всегда необходимо принимать скорости резания и подачи, которые не производят заметного локализованного нагрева и интенсивно охлаждаться, когда отверстия имеют большой диаметр и глубину относительно размера втулки.
Чтобы сохранить максимальный блеск поверхностей, мы рекомендуем, как только обработка завершена, чтобы не оставлять пластик в течение длительного времени, удалив всю остаточную эмульгированную воду с поверхностей; Использование масло только, если возможно.
Процессы обработки, обычно требуемые для сборки маховиков или ручек:
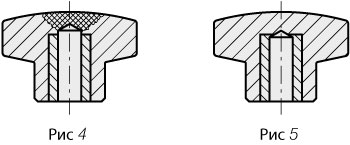
- ремаксирование осевого отверстия во втулках (глухое отверстие)
При удалении отверстия из встроенной металлической втулки избегайте указаний, как показано на рис. 4, поскольку как во время операции бурения, так и при введении малого вала площадь пластикового покрытия может подвергаться стрессу, при этом риск взлома или отсоединения детали, обозначенной поперечным затенением. Операция, показанная на рис. 5, является наиболее рациональной.
Обратите внимание, что в частях ELESA +GANTERповторная обработка осевого отверстия может выполняться в правильных условиях, указанных выше, так как длина встроенных втулок всегда указывается в таблице каждого изделия, так что для глубины отверстия следует просто перейти к основному плану.
- повторная обработка осевого отверстия во втулках (корпус проходного отверстия)
Если операция бурения влияет не только на металлический стержень, но и на слой покрывающего материала, маховик должен быть тщательно центрирован, и сверление должно начинаться с пластиковой стороны, иначе может произойти отщепление при удалении инструмента.
- Поперечная резьба во втулке для стопорного винта
Выполняется в соответствии с инструкциями, приведенными выше. Избегайте нарезания как металла, так и пластмассы: лучше просверлить отверстие в пластиковой части и намотать только металлическую деталь.
Исключение составляют операции сверления или нарезания резьбы, полностью выполняемые в пластике. Имейте в виду, что трудность, с которой выделяется тепло, локально рассеивается, также благодаря абразивному действию пластика на инструменте, значительно ухудшает условия работы последнего, что приводит к быстрому износу режущих кромок (используйте инструменты из твердого металла).
-
Общие технические данные
-
1. Пластиковые материалы
- 1.1 Механическая прочность
- 1.2 Термическое сопротивление
- 1.3 Прочность и жесткость
- 1.4 Устойчивость к химическим агентам
- 1.5 Устойчивость атмосферных агентов и ультрафиолетов
- 1.6 Устойчивость к возгаранию
- 1.7 Электрические свойства
- 1.8 поверхность и очищающая поверхность
- 1.9 Соблюдение международных стандартов
- 1.10 Компетенция технологического отделения elesa+ganter
- 2. металические материалы
- 3. Другие материалы
- 4. Допуски на механическую обработку
- 5. Фиксированные ручки
- 6. Монтажные меры
- 7. Специальные исполнения
- 8. Цвета
- 9. Значения после тестирования
-
10. Технические таблицы
- 10.1 Таблица перевода единиц
- 10.2 DIN 79 квадратные отверстия и валы
- 10.3 DIN 6885 Пазы шпоночные
- 10.4 Поперечные отверстия GN 110 и GN 110.1
- 10.5 Резьба ISO метрическая – DIN 13
- 10.6 Стандартная БРИТАНСКАЯ ТРУБНАЯ ЦИЛИНДРИЧЕСКАЯ РЕЗЬБА GAS-BSP – DIN 228
- 10.7 DIN EN ISO 898-1 | DIN EN 20898-2 Значения прочности
- 10.8 ISO Основные допуски DIN ISO 286
- 10.9 Классы защиты IP
- 10.10.1 PFB | PRB Фиксатор резьбовых соединений с эффектом затяжки Покрытие на полиамидной основе/Полное полиамидное покрытие
- 10.10.2 MVK (микрокапсулирование) – это клей-фиксатор резьбовых соединений (обозначен красным цветом).
- 10.11 Характеристики нержавеющей стали
- 10.12 Обработка поверхности
- 10.13 Характеристики углеродистых сталей, цинковых сплавов, алюминия и латуни
- 10.14.1 Характеристики материала дюропласт, эластомера, технополимера и резины
- 10.14.2 Характеристики материала дюропласт, эластомера, технополимера и резины
- 10.14.3 Характеристики материала дюропласт, эластомера, технополимера и резины
- 10.15 Рабочая нагрузка П-образных ручек
- 10.16 Рабочая нагрузка металлических петель
- 10.17 Прочность стопорных штифтов
- 10.18 Сборочные комплекты GN 965 и GN 968
- 11. Виброгасители
-
1. Пластиковые материалы
- гигиеническое исполнение
- Элементы управления
- Ручки зажимные
- Элементы узлов управления
- Счетчики оборотов
- Фиксирующие элементы
- Соединительные элементы
- Элементы передачи
- Регулируемые опоры
- Петли
- Замки
- Прижимы и зажимы
- Аксессуары для гидравлики
- Зажимы для труб
- Ролики и колёса
- Магниты фиксирующие
- Конвейерные компоненты
- Линейные направляющие
- Виброзащитные опоры
- Вакуумные компоненты
- Пружины из эластомера