Закрыть




Скачать
4.2 Трение
Сила трения при прокатке создается, когда два тела скатываются друг на друга без скольжения. Представим себе колесо с радиусом r подвергается воздействию нагрузки N . Когда колесо приближается к точке контакта, материал сжимается, а затем, как только точка контакта превзойдена, подвергается упругому выпуску. Если материал, используемый для изготовления колеса, не является абсолютно эластичным, часть энергии, требуемой для сжатия, теряется в последующей фазе возврата - рассеивается в виде тепла, чтобы противодействовать внутреннему фрикционному сопротивлению материала. Если мы будем думать силу как термин, вместо энергии, можно сказать, что распределение давления в контакте не симметрично по сравнению с направлением силы N.
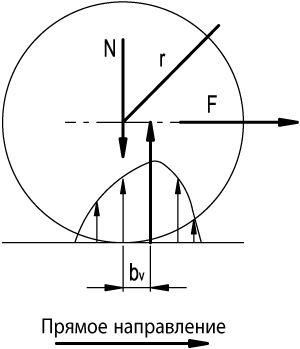
Поэтому диаграмма давления показывает результат, равный N, но перемещается вперед относительно оси колеса на расстояние bv (сила трения качения). Вытеснение результирующего порождает момент сопротивления. Чтобы колесо поворачивалось равномерно, необходимо применить движущую силу, идентичный и противоположный Mr или тяговое усилие F параллельно направлению вперед и тому подобное. Из предыдущих формул мы получили:
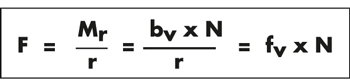
Где:
fv – это коэффициент трения качения , который можно определить в ходе экспериментальных испытаний.
-
Общие технические данные
-
1. Пластиковые материалы
- 1.1 Механическая прочность
- 1.2 Термическое сопротивление
- 1.3 Прочность и жесткость
- 1.4 Устойчивость к химическим агентам
- 1.5 Устойчивость атмосферных агентов и ультрафиолетов
- 1.6 Устойчивость к возгаранию
- 1.7 Электрические свойства
- 1.8 поверхность и очищающая поверхность
- 1.9 Соблюдение международных стандартов
- 1.10 Компетенция технологического отделения elesa+ganter
- 2. металические материалы
- 3. Другие материалы
- 4. Допуски на механическую обработку
- 5. Фиксированные ручки
- 6. Монтажные меры
- 7. Специальные исполнения
- 8. Цвета
- 9. Значения после тестирования
-
10. Технические таблицы
- 10.1 Таблица перевода единиц
- 10.2 DIN 79 квадратные отверстия и валы
- 10.3 DIN 6885 Пазы шпоночные
- 10.4 Поперечные отверстия GN 110 и GN 110.1
- 10.5 Резьба ISO метрическая – DIN 13
- 10.6 Стандартная БРИТАНСКАЯ ТРУБНАЯ ЦИЛИНДРИЧЕСКАЯ РЕЗЬБА GAS-BSP – DIN 228
- 10.7 DIN EN ISO 898-1 | DIN EN 20898-2 Значения прочности
- 10.8 ISO Основные допуски DIN ISO 286
- 10.9 Классы защиты IP
- 10.10.1 PFB | PRB Фиксатор резьбовых соединений с эффектом затяжки Покрытие на полиамидной основе/Полное полиамидное покрытие
- 10.10.2 MVK (микрокапсулирование) – это клей-фиксатор резьбовых соединений (обозначен красным цветом).
- 10.11 Характеристики нержавеющей стали
- 10.12 Обработка поверхности
- 10.13 Характеристики углеродистых сталей, цинковых сплавов, алюминия и латуни
- 10.14.1 Характеристики материала дюропласт, эластомера, технополимера и резины
- 10.14.2 Характеристики материала дюропласт, эластомера, технополимера и резины
- 10.14.3 Характеристики материала дюропласт, эластомера, технополимера и резины
- 10.15 Рабочая нагрузка П-образных ручек
- 10.16 Рабочая нагрузка металлических петель
- 10.17 Прочность стопорных штифтов
- 10.18 Сборочные комплекты GN 965 и GN 968
- 11. Виброгасители
-
1. Пластиковые материалы
- гигиеническое исполнение
- Элементы управления
- Ручки зажимные
- Элементы узлов управления
- Счетчики оборотов
- Фиксирующие элементы
- Соединительные элементы
- Элементы передачи
- Регулируемые опоры
- Петли
- Замки
- Прижимы и зажимы
- Аксессуары для гидравлики
- Зажимы для труб
- Ролики и колёса
- Магниты фиксирующие
- Конвейерные компоненты
- Линейные направляющие
- Виброзащитные опоры
- Вакуумные компоненты
- Пружины из эластомера